- 全國服務熱線: 186-8222-1286 業務郵箱:sell@gjs123.cn

<form id="akrpp"></form>
<form id="akrpp"></form>

ABOUT US
背景:
隨著技術的發展與生產力的提高,市場的需求逐步多樣化,企業的競爭方式發生了極大的變化,由“大”吃“小”向“快”吃“慢”轉移。在多品種小批量的環境下,流水線由于其專業分工過細的原因,造成對訂單的響應速度慢,效率損失嚴重,在此情況下,高健盛公司認為,可以憑借Cell生產模式的靈活性與高效性得以迅速發展和推廣,在本案例中,管理咨詢公司將Cell生產模式引入電視機的生產中,結合電視機的生產特點,建立起適用于全尺寸的電視機生產Cell精益布局。

一、問題描述
某公司作為液晶電視的生產基地,客戶主要以海外客戶為主,生產線為傳統流水線,高健盛公司經過現場調研分析后發現,該公司在生產中有著如下特點:
①、訂單產品規格多變,且多為小批量訂單,產線換線頻繁;
②、生產完全根據訂單進行,不能提前生產進行儲備;
③、訂單交期較短,對生產執行效率要求高;
④、產品狀態多,SKD、CKD占訂單比例高,造成線體資源浪費嚴重。

訂單批次分析
通過圖1訂單的分析可以看出,該公司的訂單量主要以小批量訂單為主,僅200臺(約1小時產量)以下訂單占整體訂單量40% ,在生產過程換線頻繁,換線損失嚴重。
通過圖2可以看出,除去CKD(全散件,以零部件形式出貨)外的訂單,超過一半的產品為SKD產品(半散件組裝,僅部分零部件組裝且無需老化測試),由于現該公司無針對SKD產品的生產線,SKD的產品亦安排在一般的流水線上生產,造成了線體資源的閑置與浪費,間接增加了產品的制造成本,影響企業的競爭力。
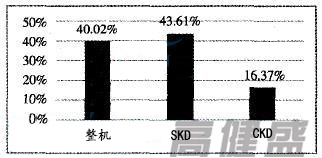
圖2 產品狀態分析
綜上, 由于傳統流水線該公司小批量訂單中存在的諸多問題,在該公司導入Cell生產模式成為了必然且必需的選擇。
二、Cell布局方案設計
現平板電視的主要零部件如圖3:

圖3 平板電視組成
從制造流程劃分,平板電視可以劃分為:

圖4 電視機生產流程
由于現有市場的變化,客戶需求主要以大尺寸產品為主,為了最大程度的滿足訂單并適應未來的產品需求,在本案例中將Cell線定位于生產大中尺寸產品(最大可兼容至60吋液晶電視)。

由于大尺寸產品的固有特性,部分零部件外觀尺寸較大(以60吋為例,外觀尺寸約1400mm*850mm ),加工較困難,尤其在產品上下線處,單人很難獨立完成作業,需要人員配合,基于人員利用率最高與操作便捷性考慮,將需要多人協作的崗位進行剝離,有專人完成相關作業;另外,由于現有電視機測試設備的成本較高,考慮線體投資因素等,將安規測試與端口測試等分離;綜上,制定大尺寸電視機Cell線加工流程,以提高人員利用率的同時降低線體投資,實現資源利用最大化。

圖5 電視機Cell線加工流程
參考原有流水線的加工工序時間(見圖5),根據瓶頸工序的節拍,對產品的各個加工工序進行工序的重新組合與優化,確定Cell線各段工位數及其配置如表1:
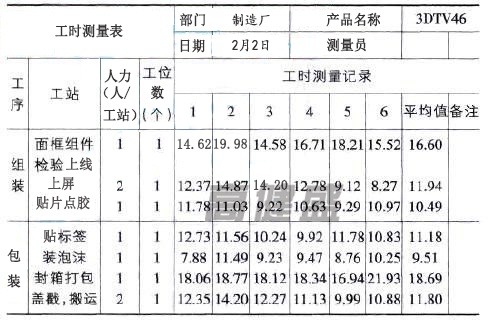
表1 流水線生產各工序標準工時確定的各段配置如下,1個屏幕上線工序,完成屏幕上線、前框上線等作業,由4個Cell組裝工序完成電源板、界面板等內部元件裝配,由1個后蓋緊固工序進行后蓋上線及螺絲鎖附作業,再進行統一的產品老化,待老化完成后進行安規絕緣耐壓測試,再由3個端口測試崗位進行電視機端口及其輸入輸出信號的測試,最后再進行統一的包裝;當產品間存在差異時,各工序節拍不匹配時,通過對工序內的作業內容進行調整,使其滿足線體整體節拍要求,保證生產效率,減少浪費。

圖6 Cell各段配置
最后,將生產線U形化,使得生產投入點與產品取出點盡可能接近,從而減少物流搬運動作與距離,同時節省對場地空間的占用, 形成最終方案如圖7所示:

圖7 Cell布局實施方案

三、Cell 實施效果
通過建立Cell線體,不僅滿足了客戶多樣化的需求,而且線體長度較傳統流水線有了很大程度的縮短,提高了線體的維護性,換線時間亦隨之縮短,線體柔性大幅提升;同時,通過將線體U形化,在滿足生產的前提下,場地占地面積減少,為將來線體擴建預留了空間。

表2 Cell線實施前后對比

四、項目總結
在多品種小批量的生產中,Cell線較傳統流水線相比,在靈活性、高效性方面有著其先天的優勢,另外在Cell線操作中,員工需要完成多項作業甚至全部的作業,可以有效的提高員工的操作技能,提高其歸屬感,減少人員的流動率。另一方面,對于Cell線生產而言,無論在人員管理、物料配送、生產計劃管理方面均較傳統流水線有較大的差異,對工廠管理人員的管理水平也提出了相應的要求,在生產管理方面,需要現場管理人員摒棄原有的管理思路,不斷的創新、嘗試、突破。




